

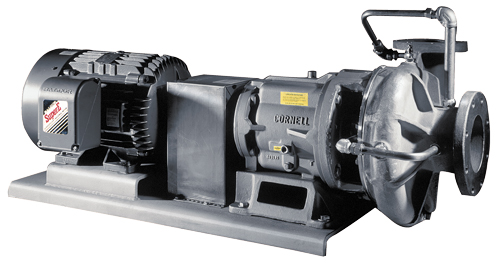
Cornell’s Clear Liquid pumps are known around the world as the most durable, most reliable, highest effi ciency pumps in the industry. They can be found in a variety of applications in the Agricultural, Industrial, and Municipal markets and are available in Close- Coupled, SAE Engine Mounted, Horizontal, and Vertical Configurations.
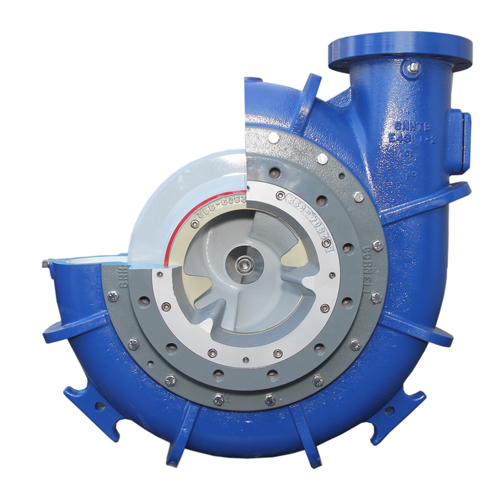
The cutter pump was created to address the urgent need to reduce clogging due to ragging. With the increased use of ‘flushable’ materials and extraneous cleaning products, the issue of clogging, which leads to downtime, pump destruction, and pipe damage, has increased markedly. Useful in municipal, agricultural, and other markets, the cutters unique stationary and rotating blade design allows material to pass through the impeller that would tend to clog a non-cutter pump. The cutter costs a minimal amount of product efficiency and is specially designed to break up clogs and prevent ragging. The cutter is adjustable and made from special hardened metal to last in difficult service. The cutter impeller can be retrofitted on existing pumps, and won’t change the external pump dimensions.

Cornell introduced the first Hydro-Transport food process pump to the industry almost 40 years ago, and has maintained its reputation ever since with pumps that can transport a wide range of food items – from potatoes to tomatoes – with minimal damage. In addition to the P and PP series pumps, many other Cornell pumps are used in the food industry for applications such as waste water, hot oil, and clear liquids.
Cornell’s Hot Oil pumps offer enhanced vapor handling to prevent entrained steam from impacting pump head and flow. When fresh product passes through the fryers a great deal of water is released. The water travels along the bottom of the fryer, intact in a liquid phase at 200°C, until it reaches the pump suction. Here the action of the impeller breaks up the water into smaller droplets which flash to steam. Ordinarily, this entrained steam would severely impact pump head and flow, but this impact is mitigated by Cornell’s innovative vapor suppression line

Cornell Pump hybrid pumps are able to handle dirty water
and viscous slurries. They can handle small solids and high
operating pressures for up to 800′ of head. Hybrid pumps are
ideal for applications in the mining, oilfield, and construction
industries. Dewatering and water transfer are common uses
for hybrid pumps.
Cornell has been building Hydro Turbines for more
than 50 years. Our Hydro Turbines can be found in
Industrial, Municipal, and Agricultural power generation
projects around the world. With our wide range of
turbines you can generate power with heads as low as
55 feet and flows as low as 90 gallons per minute.

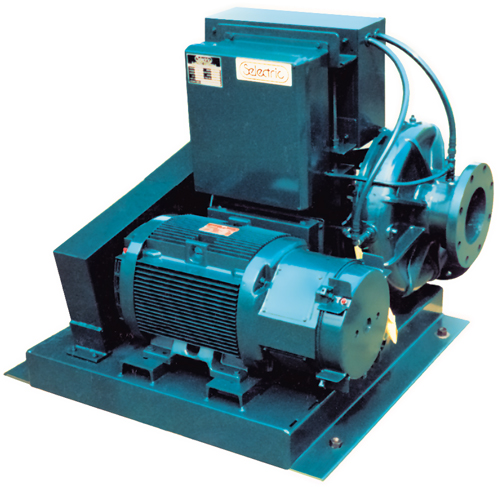
The basic design of the immersible pump/motor is a
premium efficient, inverter-duty, P-Base or C-Face, totally
enclosed, blower-cooled motor. The design prevents
water infiltration along the shaft into the motor
by utilizing a triple redundant sealing system, including
a patented Hydroseal design. The immersible motor
can withstand up to 30 feet of submergence depth for
a 2 week period.
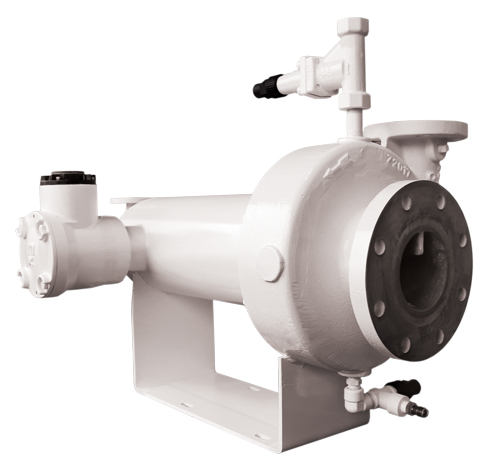
Cornell offers both CB-series standard refrigeration pumps with refrigerant emission-free sealing technology, and HT-series hermetic refrigeration pumps. The HT series is perfect for stable operating systems that have minimal vapor entrainment or cavitation issues. The HT series are designed as a drop-in replacement for systems currently using CB-series pumps. Both series offer the advantage of low operating speed, better NPSH, and an industry leading warranty.
Cornell’s popular self-priming series pumps are the most efficient in the industry. Combined with our patented-Cycloseal® back plate technology, these pumps are durable, powerful, and energy efficient.
Durable, reliable, and easy to maintain, the STX, STH, and STL self-priming pumps are an excellent option for many applications including waste water, slurry, and water transfer.

Cornell offers a wide range of solids handling pumps, from 1.25″ though 30″ discharge size, to handle the most difficult solids applications. Cornell’s solids handling pumps can be found in a wide range of applications in the Municipal, Agricultural, and Industrial markets; and available in a variety of mounting configurations including close-coupled, SAE engine, horizontal, and vertical mounted. Featuring enclosed, semi-open, and delta impellers, and a variety of construction materials, Cornell solids handling pumps operate up to 40,000 GPM. Submersibl

Cornell’s new Slurry pumps expand our line of dewatering pumping solutions to abrasive applications in the mining process and manure slurry industries. With Cornell’s patented Cycloseal® technology, our slurry pumps are built to operate without flush water.

Cornell Submersible pumps maintain superb operating efficiencies and are coupled with premium efficient motors. All come standard with heavy wall volutes for extended life under abrasive service. Cornell’s auto-coupling system includes a cast iron discharge elbow, bronze guide claw flange, and Stainless Steel upper and intermediate guide rail brackets for high quality non-spark operation.

This wide swath of certified offerings allow heads from under 40’ to over 500’, flows from 30 GPM to near 6,000 GPM, PSI of 15.5 to 216, and a wide range of temperature tolerance. NPSHR requirements as low as 4’.

Cornell Co-Pilot connects to your pump to monitor temperature, vibration, and location. Co-Pilot also works with continuous power to track additional parameters and interface with control systems such as SCADA. Learn more at co-pilot.cornellpump.com.